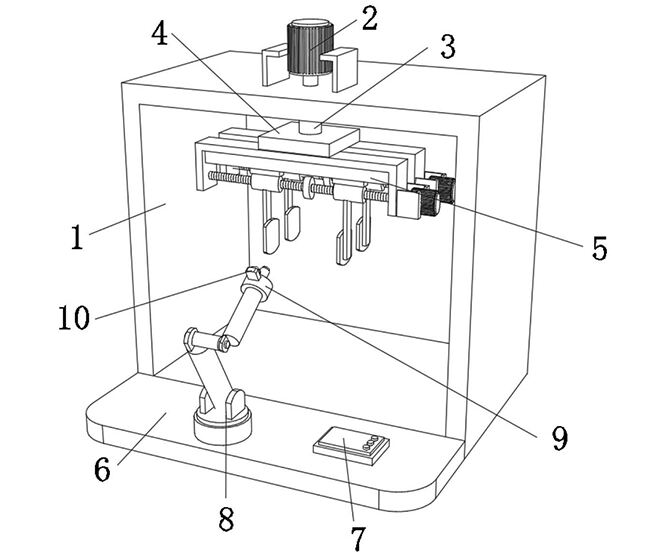
Nazywa się powlekaniem proszkowym i jest nowym typem procesu powłokowego, w którym głównie wykorzystuje się proszek plastyczny. Podstawowe etapy tego procesu to:
1. Przygotowanie powierzchni: Oczyść przedmiot do pokrycia, aby usunąć z niego tłuszcz i inne zanieczyszczenia.
2. Przygotowanie proszku: Dobierz odpowiednie materiały proszkowe i wymieszaj je w odpowiednią mieszankę do natrysku proszkowego.
3. Operacja natrysku proszkowego: Użyj pistoletu do natrysku proszkowego, aby równomiernie rozpylić proszek na powierzchni przedmiotu.
4. Pieczenie i utwardzanie: Umieść natryskany przedmiot w komorze suszącej i poddaj go pieczeniu w wysokiej temperaturze w celu utwardzenia powłoki.
5. Proces powlekania proszkowego ma zalety takie jak przyjazność dla środowiska, równomierne pokrycie oraz silna przyczepność; jest szeroko stosowany do obróbki powierzchniowej metali, drewna itp.