Opcje kolorów do anodowania aluminium
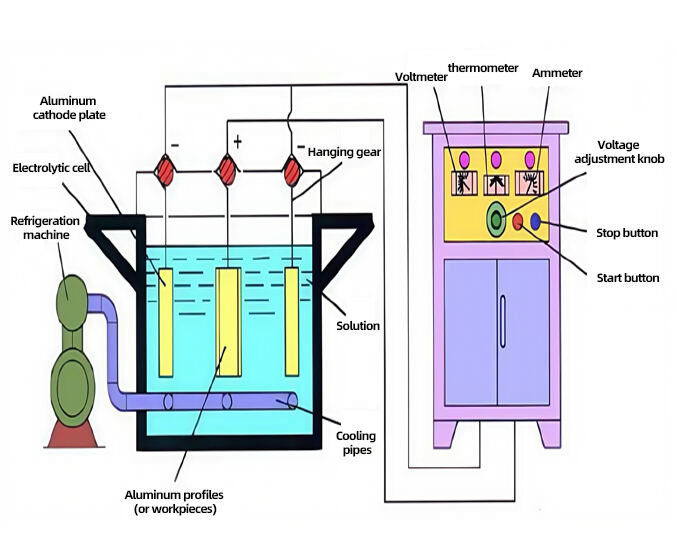
Proces polegający na użyciu produktów z aluminium lub stopów aluminium jako anody i umieszczeniu ich w roztworze elektrolitu w celu przeprowadzenia elektrolizy, w wyniku której na ich powierzchni tworzy się warstwa tlenku glinu, nazywany jest utlenianiem anodowym aluminium i jego stopów. Po obróbce utleniającej anodowo na powierzchni aluminium może powstać warstwa tlenkowa o grubości od kilku mikronów do setek mikronów. W porównaniu do naturalnej warstwy tlenkowej stopów aluminium jej odporność na korozję, odporność na zużycie oraz właściwości dekoracyjne zostały znacznie poprawione i wzmocnione.
-
Przezroczysty
Podobny do: zależy od materiału
-
Złoto różankowe
Podobny do: RAL 3031, Pantone 1805
-
Głęboki złoty
Podobny do: RAL 1037, Pantone 715
-

Czarny
Podobny do: RAL 9004, Pantone Black 6
-
Niebieski
Podobny do: RAL 5015, Pantone 3015
-
Gun Grey
Podobny do: zależy od materiału